もっと知りたい帯鋸の話
木材は1㎜厚前後の極めて薄い鋼板を素材とする帯鋸で製材される場合が多くあります。帯鋸を用いれば太い原木も製材でき、おが屑も少なくでき歩留まりも良いという利点があるためです。なぜ帯鋸で木材を高速で切削できるのかのメカニズムは、実はよく分かっていない部分も多くあります。
ここでは、そんな不可思議で奥の深い帯鋸について、分かっている範囲で、できるだけ分かりやすく解説していきたいと思います。
§1.帯鋸の概要
帯鋸盤の特殊性
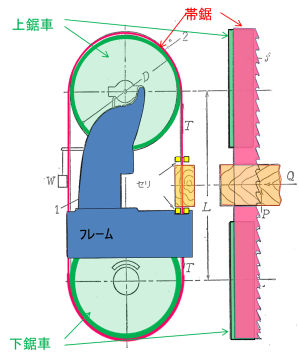
帯鋸盤は、切削装置としては、極めて特殊で、刃物がねじ等で装置に固定されていません。帯鋸と鋸車面との摩擦力で動的安定性が保たれています。そのために、帯鋸には特殊な形状加工が施される必要があります。
また、刃具としては極めて薄い鋼板(1㎜前後)で切削が可能で、歩留まりが高い、つまり、丸鋸に比べ、おが屑が少ない特徴があります。
その他には、小径木から大径木まで製材することができます。特に大径木は帯鋸盤でないと対応できません。再研磨を繰り返し、鋸幅が変わっても歯のピッチが変わらず、製材条件が変わりにくいなどの特徴もあります。
特殊な形状加工「腰入れ」と「背盛り」がされている

帯鋸は接合してリング状にしただけの円筒形ではなく、幅方向に膨らみを持たせる「腰入れ」加工と、歯のついていない縁(背)の円周長をわずかに長くする「背盛り」加工が施されています。非常にわずかな量なので、ぱっと見にはわからない量です。この形にすることにより、一般的には平たんに研磨仕上げされている鋸車面と、上鋸車を上昇させていくと、まずは歯先側が強く当たり、続いて背側が当たり、この2か所で強く接触し、鋸身全体が鋸車面に接することになります。
また、鋸車はわずかに前傾させることで鋸を下がりにくくさせているとともに、歯の出の調整も可能となっています。それでも、鋸は材におされたり、切削熱で歯先側が伸びたりして、製材中に鋸はわずかに前後方向に移動しますが、腰入れにより、製材後は元の位置に戻る効果が発揮されます。さらに、薄い鋸であっても腰入れにより、素材が座屈しにくい、つまりは挽き曲がりを起こしにくくする効果もあると言われています。
歯型の要素
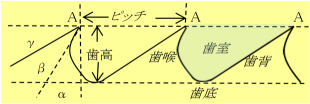
先端Aを歯端(したん)、歯端を結んだAAAを歯端線、すくい面を歯喉(しこう)、逃げ面を歯背(しせい)、底部を歯底(してい)、歯底から歯端線までの距離を歯高(しこう)。これらと挽き道で囲まれた空間を歯室(ししつ)と呼びます。すくい角α、歯先角β、逃げ角γは用途に合わせ選択します。
国内でよく用いられている歯形
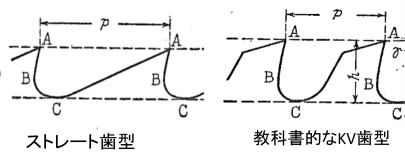
従来からは、ストレート歯型が用いられてきましたが、最近では、高速製材に向いた歯形としてKV歯型も使われるようになっています。もともとは丸のこ用の歯形で、歯室が深くおがくずを多く収容できること、歯の背が盛られていて歯先が座屈しにくい特徴があります。
アサリ
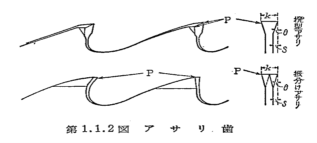
アサリは鋸歯の先を広げて、鋸身と挽き材面との間に隙間をつくり、摩擦を少なくして能率を上げるためにあります。主に、バチアサリと振分けアサリの2種類があります。
バチアサリは、三味線のばちのように先端に行くほど広くなっており、振り分けアサリは、一歯ごとに右に左に交互にわずかに倒した形状です。最近の帯鋸は、歯先が摩耗しにくいようにステライトと呼ばれる合金が溶着され、主にバチアサリの形状に研磨されて用いられています。
帯鋸の素材
現在の帯鋸素材の材種は、合金工具鋼(SKS5、SKS51)が主流となっています。かつてよく用いられた、炭素工具鋼(SK材)に、焼入性を増し強さと粘りを与えるニッケルの含量を増やし、硬さと耐摩耗性を増し切れ味を良くするクロームが添加されています。
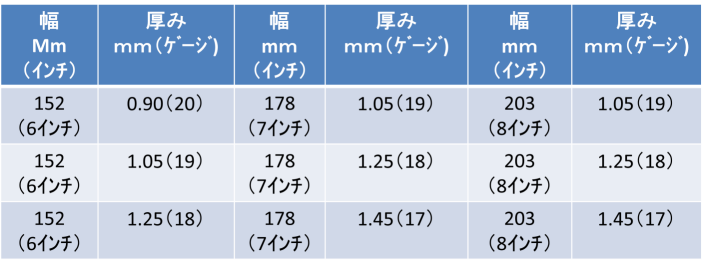
また、帯鋼は厚みと幅が決められ、ロールで販売されています。JISでは、mmの単位で厚みや幅(厚0.55~1.65、幅8~255)が規定されていますが、いまでも、厚みはゲージ(B.W.G)、幅はインチで呼ばれることが多い状況です。